
全国咨询热线
采用实验研究和理论分析相结合的研究方法。对选用的不锈钢工业焊管材料,在其上、下两表面进行对称单道激光熔凝扫描处理。激光熔凝试验研究中,利用多因素正交方法,系统的探索激光功率、激光扫描速度和激光熔凝层冷却方式等各种因素对不锈钢工业焊管组织及力学性能的影响。选定的激光功率范围为1800~4600W,扫描速度范围为200~1600mm/min,激光光斑直径恒定为3.5 mm。熔池保护气体均为氮气,气流量恒定为8L/min。分别采用两种不同的冷却方式对熔凝层进行冷却,即常温空气冷却和冰水快速冷却,冰水冷却液流量恒定为100mL/min。使用不同的激光熔凝工艺参数,对经预处理后的基材上、下两表面单道激光熔凝处理。由此获得的不同试样,然后分别对其进行对比研究分析,探究出经激光表面熔凝处理不锈钢工业焊管,对其组织、硬度和拉伸力学性能的影响规律。图2-2为激光熔凝处理示意图。
(1)制样
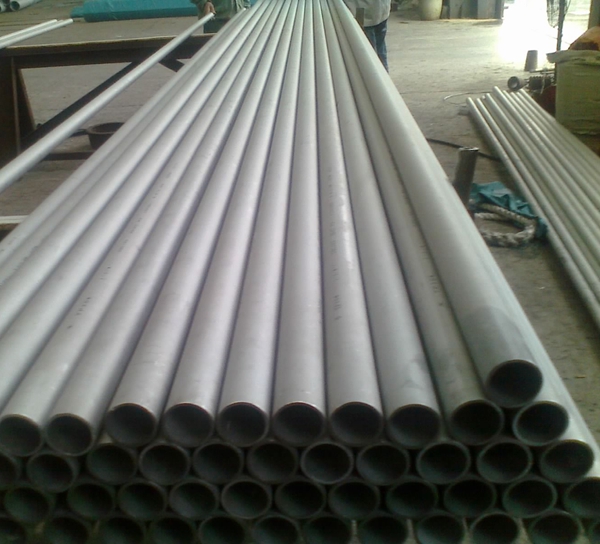
将不锈钢工业焊管板材采用DK77125E电火花数控线切割机加工成若干个尺寸为150 mm×10 mm×5.4 mm的条状试样,再对所有切制好的试样依次用280~1200号砂纸进行均匀打磨以去除表面氧化皮等污物,然后用蒸馏水、丙酮溶液对表面进行清洗,去除试样表面的有机杂质和油渍后,自然晾干,准备下一步的固溶处理。
(2)材料预处理
由于试验用的材料为轧制态不锈钢,所以存在碳化物等析出相。为了使所有试样处于相同的初始状态,将待处理的条状试板置于SG-7.5-12电阻炉里,加热至1050℃后保温1小时,让所有碳化物全部溶于奥氏体,再水淬快冷,不让奥氏体在冷却过程中有析出或发生相变,从而获得单相奥氏体组织,其固溶处理工艺曲线。
因为不锈钢对波长为10.6μm的CO2激光器的辐照反射率比较高,为了提高试样表面对激光的吸收率,还需在用作为激光熔凝处理的不锈钢试样表面涂覆上一厚度约为60μm的均匀薄层吸光涂料,涂料的主要成分为工业酒精、稀土氧化物、二氧化硅、膨润土等组成。待表面干后,对于部分作为后续要采用冰水快速冷却方式冷却熔凝层的试样,还需再在吸光涂层上涂刷一层非常薄且极稀的清漆,以防止吸光涂料在快速冷却方式下被冰水冷却液提前破坏。从而使得不锈钢激光熔凝处理中的激光能量利用率大幅度提高,效率提高,达到增强处理效果的目的。不锈钢工业焊管经预处理后的部分试样。