
全国咨询热线
金属型铸造不锈钢工业焊管坯的热挤压实验
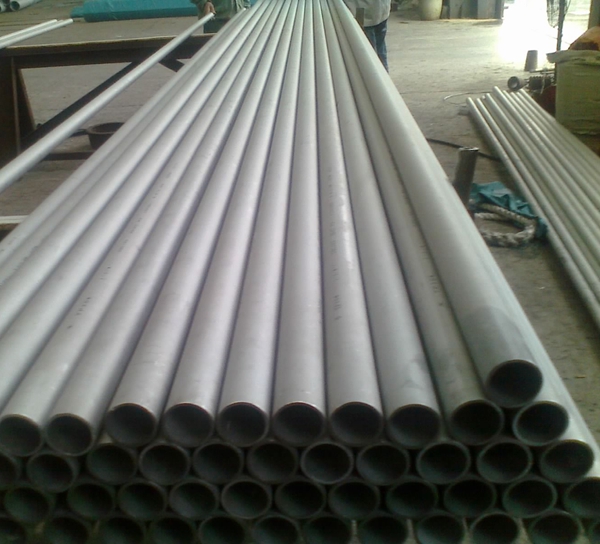
应用图中所示的不锈钢工业焊管浇注系统分别对1Cr18Ni9Ti奥氏体不锈钢工业焊管、0Cr17Mn14Mo2N双相不锈钢工业焊管及1Cr25Ni20Si2耐热不锈钢工业焊管停止了管坯浇注,所浇注的管坯尺寸为83mm×29mm×300mm。对铸态管坯在1150℃下停止4个小时的扩散退火,目的是消弭铸造时所构成的枝晶偏析,同时也使0Cr17Mn14Mo2双相不锈钢工业焊管中的δ-铁素体以球状方式平均散布于奥氏体基体中,为热挤压提供有利的组织形态。经过车内外外表及去掉有缩孔的部位后,管坯尺寸为 81mm×27mm×(260-270mm)。
热挤压机为600吨立式水压机,挤压速率为133mm/s。热挤压管坯的原理图如图所示。其中热挤压坯料及热挤压之后的管坯尺寸都可依据模具的尺寸调理。热挤压前将管坯放入300~350℃的加热炉内预热,然后在管坯的内外外表涂上。热挤压前将管坯放入300~350℃的加热炉内预热,然后在管坯的内外外表涂上玻璃光滑剂,再将管坯送入1 140℃的炉内加热40~60分钟后热挤压,热挤压后的管坯直接淬入水中.对冷却之后的管坯停止切头、酸洗和矫直,经酸洗矫直后的管坯依据用处可作为废品管运用也可为冷轧提供坯料。本实验选择继续冷轧加工至废品不锈钢工业焊管。
热挤压工作共挤压铸管坯1Cr18Ni9Ti奥氏体不锈钢工业焊管一根、0Cr17Mn14Mo2N双相不锈钢工业焊管二根和1Cr25Ni20Si2耐热不锈钢工业焊管二根,热挤压之后的管坯尺寸为36mm×5mm,本文工作所热挤压的5根不锈钢铸管坯质量都很好,如图所示,挤压过程与锻态不锈钢工业焊管坯没有区别。三种铸造不锈钢工业焊管坯在热挤压前的宏观组织如本论文所示。而热挤压前及热挤压后的微观组织比拟.从图中能够分明的看出,1Cr18Ni9Ti和1Cr25Ni20Si2两种奥氏体不锈钢工业焊管的组织在热挤压之前为典型的铸态枝晶,而在热挤压之后的组织完整变成了细小的等轴晶,成为变形态组织,即资料在热挤压过程中发作了完整动态再结晶.关于0Cr17Mn14Mo2N双相不锈钢工业焊管,比拟图就可晓得,在热挤压前后组织也发作了很大的变化,热挤前δ-铁素体以球状平均的散布于奥氏体基体中,而在热挤压之后δ-铁素体沿着热挤的方向呈长条状散布在奥氏体基体中