
全国咨询热线

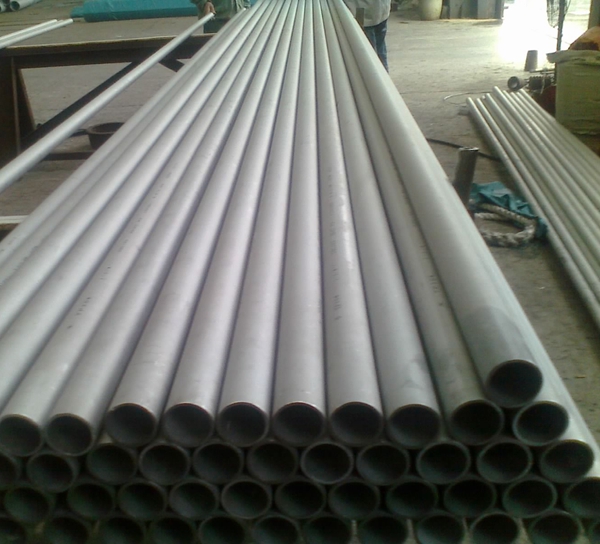
不锈钢工业管现货供应
由于不锈钢工业管结构的整体刚性总是比它本身的零件或部件的刚性大,因此整体装配好之后再焊接,一般来说比边装配、边焊接变形要小。
对于结构截面对称,焊缝布置也对称的焊件,如果先装配成整体,然后再焊接,这对减小弯曲变形是有利的。
另外装配的质量、工夹具的布置等,对不锈钢工业管结构的焊接变形也有较大的影响。一般装配间隙大,焊缝的横向收缩也大,结构焊后的变形就大。
(四)其它因素对焊接变形的影响
(1)线膨胀系数大的不锈钢工业管材料,焊后收缩量就大。
(2)随着不锈钢工业管焊缝长度的慢慢增加,焊缝的纵向缩短就增加。随着厚壁管焊缝宽度的逐渐增加,焊缝的横向缩短就增加。
(3)在厚壁钢管的焊缝尺寸一样的情况下,多层焊比单层焊的收缩量小。多层焊时,一层不锈钢工业管引起的收缩量是几个,二层焊缝尺寸的收缩量大约是一层收缩量的20%,第三层大约是一层的5~10%,最后几层更小。
(4)角焊缝比对接焊缝横向收缩要小。
(5)间断焊比连续焊焊缝的收缩量要小。
(6)在夹具固定条件下焊缝的收缩量,比没有夹具固定时的收缩量要小(大约减小40~70%),但不锈钢工业管内部将引起较大的焊接应力。
(7)焊接规范越大,焊件的变形就越大。