
全国咨询热线
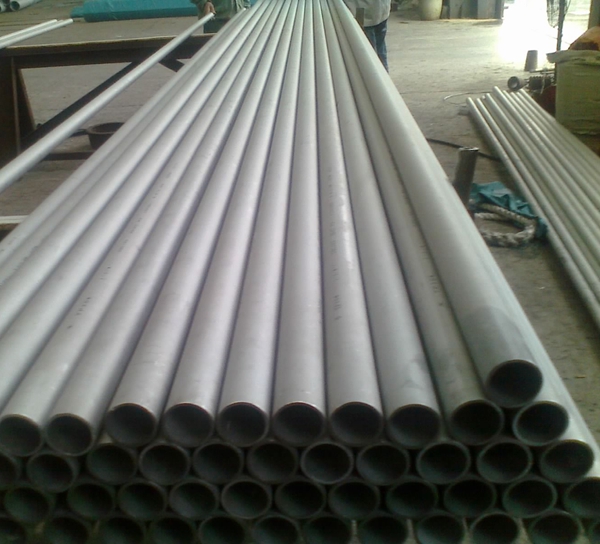
厚壁不锈钢工业管及电流大小来选择。大电流等离子焊接时,等离子及保护气体通常采用相同气体,否则电弧的稳定性将变差。小电流等离子弧焊焊接通常采用纯氩气做等离子气。这时因为氩气的电离电位较低,可保证电弧引燃容易。等离子气流量决定了等离子流力和熔透能力。等离子气的流量越大,熔透能力越大。但等离子气流量过大会使小孔直径过大而不能保证焊缝成形。因此,应根据喷嘴直径、等离子气的种类、焊接电流及焊接速度选择适当的等离子气流量。利用熔入法焊接时,应适当降低等离子气流量,以减小等离子流力。
保护气体流量应根据焊接电流及等离子气流量来选择。在一定的等离子气流量下,保护气体流量太大会导致气流的错乱,影响电弧稳定性和保护效果。而保护气流量太小,保护效果也不好,因此,保护气体流量应与等离子气流量保持适当的比例。小孔型焊接保护气流流量仪表在15~30L/min范围内。采用较小的等离子气流量焊接时,电弧的等离子流力减小,电弧的穿透力降低,只能熔化工件,不能形成小孔,焊缝成形过程与钨极氩弧焊相似。这种方法称为熔入型等离子弧焊接,适用于薄板、多层焊的盖面焊及角焊缝的焊接。