
全国咨询热线

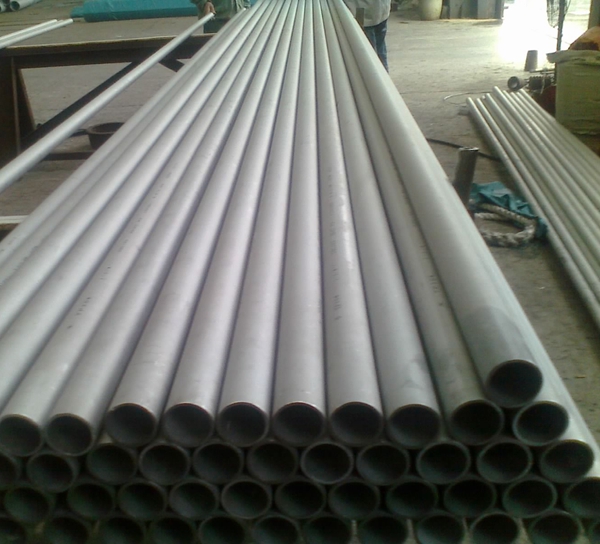
耐腐蚀不锈钢工业管
对不锈钢工业焊管采用埋弧焊的焊接方法进行了工艺试验,分析了不锈钢工业焊管埋弧焊的特点,提出了合理的埋弧焊焊接工艺,检验焊缝质量,分析焊接接头的显微组织,测试其力学性能。结果表明:焊接工艺参数合理,在焊接接头未发现任何焊接缺陷,焊缝质量良好;焊接接头强度、塑性均可达到与母材相当的水平。不锈钢工业焊管采用此工艺方法焊接,完全可以获得优良的焊接接头。
由于不锈钢工业焊管中C、S、P等杂质含量很低,焊前必须防止焊接过程中C、S、P等杂质进入焊缝,而影响其力学性能,所以焊前坡口及其两侧各50mm范围内先用电动不锈钢丝刷除去表面杂质,露出金属光泽,然后再用丙酮擦洗,除去油脂,并涂白垩粉,以防止焊接飞溅。
2.4焊接操作要点
(1)焊接前,对焊丝表面进行除油;焊剂严格按照焊材使用说明书进行烘干。
(2)焊接时,尽量选用小的热输入,在保证焊接质量的前提下,采用小规范焊接参数,尽量采用多层多道焊,每焊完一道焊缝后,要等焊缝冷却后再进行下道焊缝的焊接工作。焊接时,在施焊的另一面采取通风强制冷却的方式对焊缝进行冷却,严格控制层间温度不大于100℃。
(3)选择合理的焊接顺序,正面焊完几层后,再进行背面的焊接,以减小由于焊接所引起的变形。对于与介质接触的焊缝,要最后进行焊接,以减小焊缝由于反复受热而破坏不锈钢管焊缝的耐腐蚀性能和焊缝的晶粒度。