
全国咨询热线
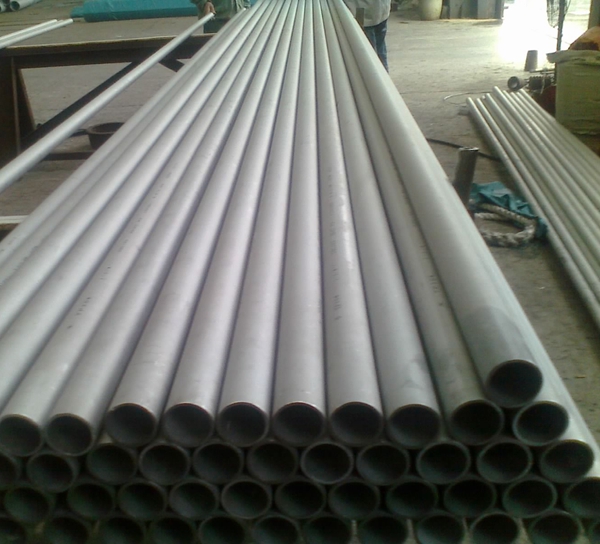
不锈钢工业管使用镍基合金焊材必须注重焊接过程中的清理。焊件表面的油污和不洁物必须清除。多道多层焊时应进行加强层间打磨清理,因为镍基合金焊材焊接过程中表面易形成氧化膜如NiO等,由于其熔点超过2000℃,比母材高,如果不清除很容易形成焊缝夹夹物。 为了防止焊缝收缩变形,接头应力集中。对接管道组对采用同材质点固棒在坡口内均匀点固,焊接采用双人对称焊焊接,应从两侧均匀、交替施焊且两名焊工技能水平应相当,且每道起搭接接头应错开。 对于管道热处理时,采用电阻加热器进行加热,操作方便筒单,安全可靠,热处理记录可追溯性强。
不锈钢工业管隔离层焊接完成后立即进行消除应力热处理,如不能立即进行则应在管子冷却至室温前进行后热,热处理参数详见表4。热处理采用电阻加热局部热处理的方式,热处理设备需能自动控制和调节温度。 预热加热时电阻丝在离坡口边缘至少20mm处绕管道一周布置,用无机保温棉包裹,并铁丝绑扎固定。电阻丝离坡口边缘距离不应过大,加热时热电偶上下均匀布置。
热处理时应注意:(1)预热至规定温度后保温半小时,方可开始焊接。(2)焊后热处理不能立即进行时需进行后热。(3)因某种原因而导致焊接中途停止,预热、后热应按原要求重新进行。(4)焊后热处理加热温度在300℃以下时,升温速度不要求。(5)焊后热处理降温至≤300℃停止通电,自然冷却;降温至≤100℃拆除加热装置。(6)所有预热、后热及焊后热处理保留曲线记录。(7)热电偶测温端紧贴焊缝并避免与加热带接触。 保温棉至少应将加热带全部覆盖。